

 当前位置:
当前位置:


PPPE塑料管材设备
挤出PP、PE管材时一般选用单螺杆挤出机,而挤出硬质PVC管材时则大都选用锥形双,螺杆挤出机,这主要是由于单螺杆挤出机挤出时,固体粒子或粉末状的物料自料斗进入机筒后,在旋转着的螺杆的作用下,通过机筒内壁和螺杆表面的摩擦作用向前输送,而且摩擦力越大,越有利于固体物料的输送,相反摩擦力越小,越不利于物料的前移输送。在加工过程中,PP、PE原料通常是呈颗粒状态,与机筒内壁的摩擦较大,有利于物料的向前输送,而在螺杆的压缩比的作用下逐渐被压实,同时,由于机筒外部加热器的加热、螺杆和机筒对物料产生的剪切热以及物料之间产生的摩擦热,使物料前移的过程中温度逐渐升高而熔融,最后形成密实的熔体被挤出机头并成型。因此PP、PE一般可选用单螺杆挤出机。
塑料管材设备的类型及特点:
(1)挤管机头的类型有多种,通常按物料在机头与挤出机流动方向的关系可分为直通式机头、直角式机头和侧向机头等类型。定径装置的作用由于从机头挤出的物料处于高温熔体状态,其形状不能固定,定径装置的作用就是对挤出的高温管坯的形状、尺寸进行定型和冷却,以达到精整尺寸,同时将其形状固定。定径装置的结构形式:管材的定径装置主要有外径定径和内径定径两种结构形式。我国塑料管材尺寸规定为外径公差,故多采用外径定径的方式定径,如果管材内径尺寸要求严格或对其内表面光洁度要求较高时,则需采用内径定径的方式。外径定径法主要用于管材外表面要求高的场合,它分为内压法和真空法两种。内压定径装置有内压定径套和内压定径板两种形式,真空定径装置有多种形式,常见的有夹套式真空定径装置和管式真空定径装置。不同的定径方法,其定径装置的结构不同。管材定径形式的选择方式有真空定径、内压充气定径和内径定径等多种形式。挤出管材时一般应根据管材直径大小、物料性质及管材的精度要求来选择定径形式,而目前真空定径较为多用。它对于小直径或大口径管材都适用,也适用于高黏度的UPVC管材的定径,还特别适于黏度低的结晶性塑料管材的定径,如聚乙烯(PE)、聚丙烯(PP)、聚酰胺(PA)管材等。对于管材直径在50mm以下的,可选用浸水式定径套。普通中型管材或薄壁管材一般可采用内压充气定径,如管径大于100mm的聚烯烃管材和管径大于350mm的硬质聚氯乙烯管材。对于管材内径精度要求高时,应采用内径定径的形式。目前多用于成型PE、PP和PA塑料管材,尤其适用于要求内径尺寸稳定的包装筒的成型。
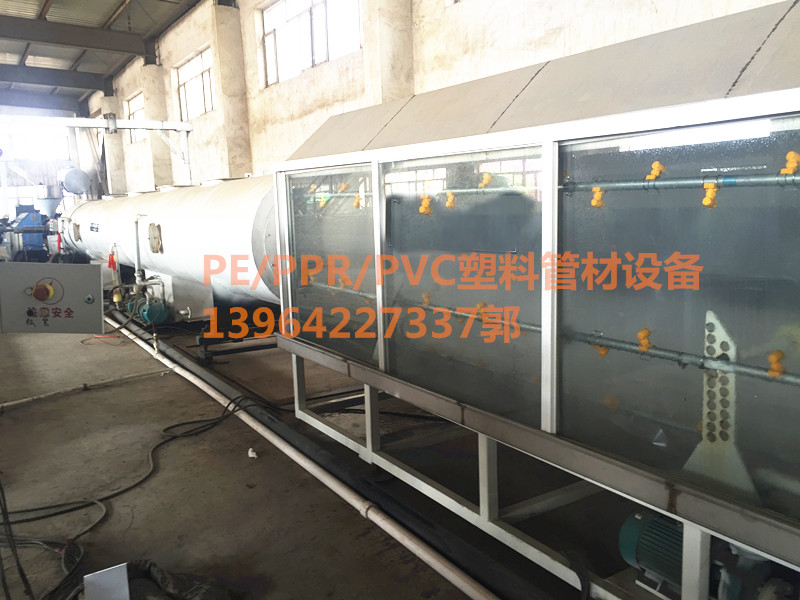
(2)冷却装置一般有浸浴式冷却水槽和喷淋式冷却水箱两种。挤出管材的冷却主要有冷却水槽冷却、喷淋(雾)冷却和真空水槽冷却等形式。生产中管材冷却形式大都根据管材口径大小来加以选择。冷却水槽冷却时具有一定水位,能将管材完全浸没在水槽中,冷却水槽结构比较简单,但水的浮力易使管材弯曲,尤其是大口径管材。喷淋式水槽是全封闭的箱体,管材从中间通过,管材四周有均匀排布的喷淋水管,喷孔中射出的水流直接向管材喷洒,而且靠近定径套一端喷水较密,有利于管材冷却均匀。真空水槽是与真空定径装置一起使用。采用这种冷却水槽可以使用同一机头口模,通过选择不同直径的定径套及控制真空度来使管坯膨胀和缩小,而获得不同直径的管子。管材冷却充分,同时由于毛细管作用,水在定径套和管子之间起润滑作用,从而减小摩擦力,管材表面光洁,管材牵伸容易。因此生产中,一般对于直径小于100mm的管材可选用冷却水槽进行冷却;大口径、薄壁管材宜选用喷淋(雾)冷却;高速挤出或生产小管材时可采用真空水槽冷却。
(3)管材牵引装置的要求
①夹持器要能适应夹持多种直径管材的需要。
②可以在一定范围内无级平滑地变速,在牵引过程中,牵引速度必须稳定,因为任何不规则的变动都会在制品表面形成波纹。
③牵引夹紧力要适中并能调节,牵引过程中不打滑、跳动和震动,以免管材永久变形。(2)(4)牵引装置的结构类型
管材牵引装置有滚轮式、履带式和皮带式三种类型,常用的主要是滚轮式和履带式。
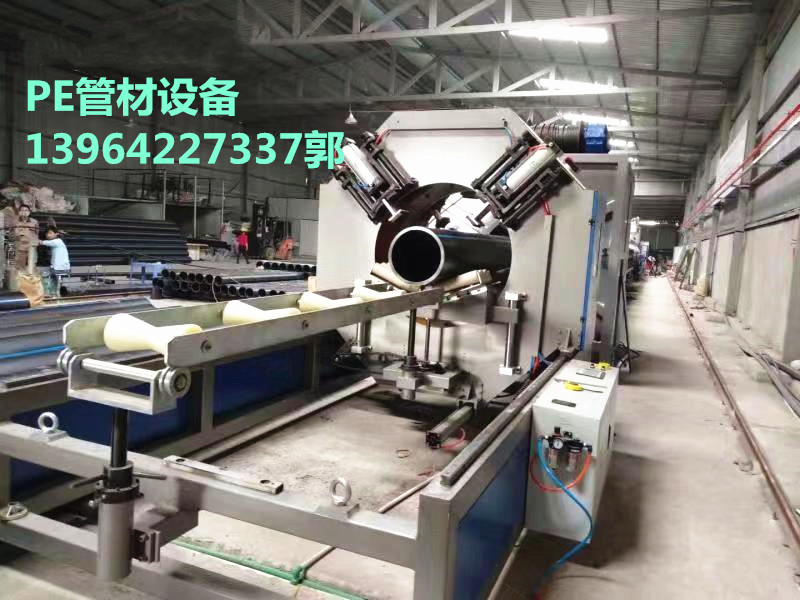
(5)管材的切割装置的类型及结构:
目前切割装置主要用于硬管的切割,切割装置一般要求切断尺寸准确,切口均匀整齐。常采用的是圆盘锯切割装置和行星锯切割装置,前者适用于中小型的管材,而后者适用于大型的管材。
单螺杆挤出生产管材时应注意哪些操作事项?
(1)工作中遇到突然停电或异常事故时,应紧急停车(按紧急停车按钮),把各转速调节旋钮调至零位。
(2)故障排除或恢复供电时,先给料筒和模具加热升温。达到工艺温度要求时恒温1.5h以上,用手动盘转V带轮,应轻松灵活,这时可低速启动主电动机,按正常开车顺序工作。
(3)如果停车时间较长,料筒内原料是聚烯烃料(聚乙烯、聚丙烯等),可不必清除。如果是聚氯乙烯料,则必须及时清除干净,用专用工具拆卸螺杆,把料筒、螺杆和成型模具上的残料清理干净。
(4)清理残料时要用铜质刀、刷或竹类工具刮料,不许用钢刀、锉工具清理残料,不许用火烧烤螺杆除料。清理干净后涂防锈油,然后装配到设备上。
管材挤出设备生产安全操作:
(1)未经上岗考核和操作培训的人员不能独立操作挤出机生产。
(2)视力不佳、反应迟钝者不能上岗操作。
(3)开车前做好设备周围环境卫生工作,设备周围不许堆放与生产无关物品。
(4)生产前检查挤出机各安全设置有无损坏,试验是否能有效工作;检查各连接螺栓有无松动,各安全防护装置是否牢固。
(5)检查各润滑部位,清除污物,加注润滑油。
(6)料筒和模具的加热恒温时间要保证,严防料温达不到工艺要求时开车生产。
(7)开动螺杆驱动电动机前要用手扳动V带轮,应转动灵活,无阻滞现象;然后先启动润滑油泵工作3min后,再低速启动螺杆转动。
(8)螺杆空运转时间不能超过2~3min。
(9)料筒加料前要检查料筒、料斗,不许有任何异物存在;原料中应无金属、砂粒一类杂质,防止损坏螺杆。
(10)螺杆启动后,各传动零件工作声音正常,主电机电流在允许额定值内,才允许向料筒内加料,加料时应先少量均匀加料。
(11)进行模具间隙调整或清除污料时,操作工要戴好手套,不许正面对着料筒、模具,防止熔料喷出模具,烫伤身体。
(12)挤出机开车运行中不许进行维修,此时设备上也不许有人做任何工作。
(13)操作过程中如遇有轴承部位温度偏高,润滑油(脂)流出现象;或电动机散出异味、冒烟或外壳温度过高;减速箱内润滑油温度高,冒烟;传动零件发出无规律的异常声音;或机器工作时产生剧烈振动;或螺杆突然停止旋转等现象时,应紧急停车。
(14)设备上安全罩和安全报警装置的位置不许随意改动,更不允许人为造成失灵。
(15)发现设备漏水、漏油现象时应及时维修排除故障,不许水、油流到机器周围。
(16)操作工因特殊事务必须离开机台时,应找熟悉操作该设备的人代管,否则必须停机。
(17)清除料筒、螺杆和模具零件上的残料,要使用竹类和铜质刀、刷,不许用钢刀、刷刮削零件表面污物及残料,更不允许用以火烧烤办法清除螺杆上的残料。
设备安全生产注意事项:1、开机时操作人员不得站在机头前面,要在侧面操作,以免机头喷料,烫伤操作人员;2、机器运转中发现机头漏料时应立即停机检查,装机头时要装紧,以免开机挤料时将机头挤出;3、挤出机的滤网应根据工艺要求合理选用,并且定期更换;4、在全部生产过程中应随时检查机器设备、仪表和工作部分,坚持巡回检查,确保设备安全运转;5、辅助设备发生故障后,要停止运转再修理;6、停机后应做必要的清理和检修,停机时间长要做好各部位的防锈工作;7、挤出机停机时,料筒除物料外,对热敏性塑料必须将料筒的剩料挤出。

